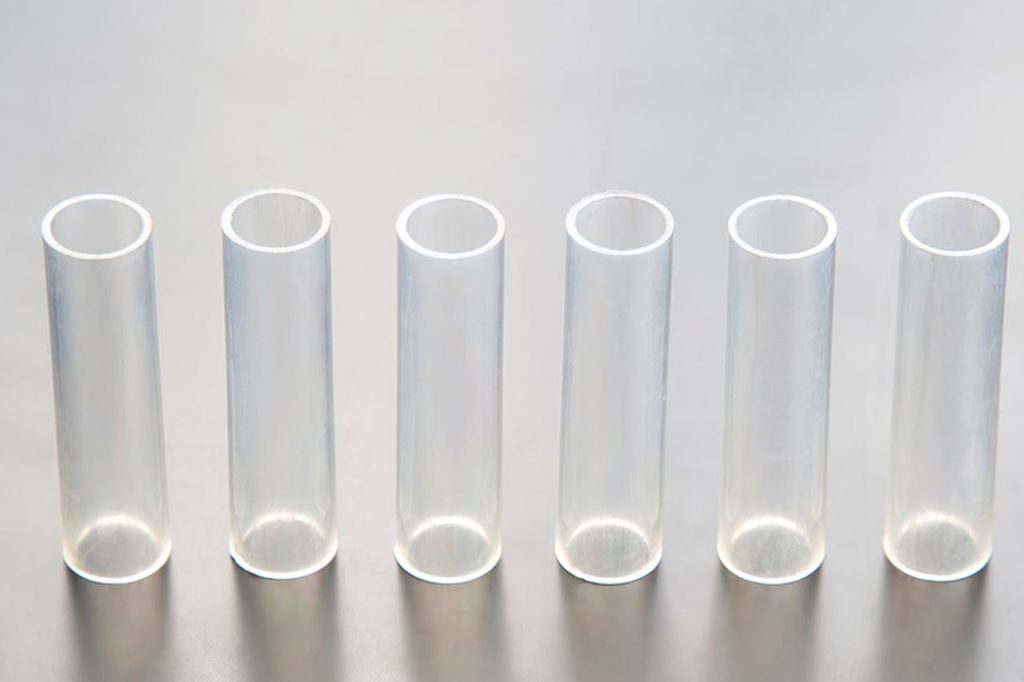
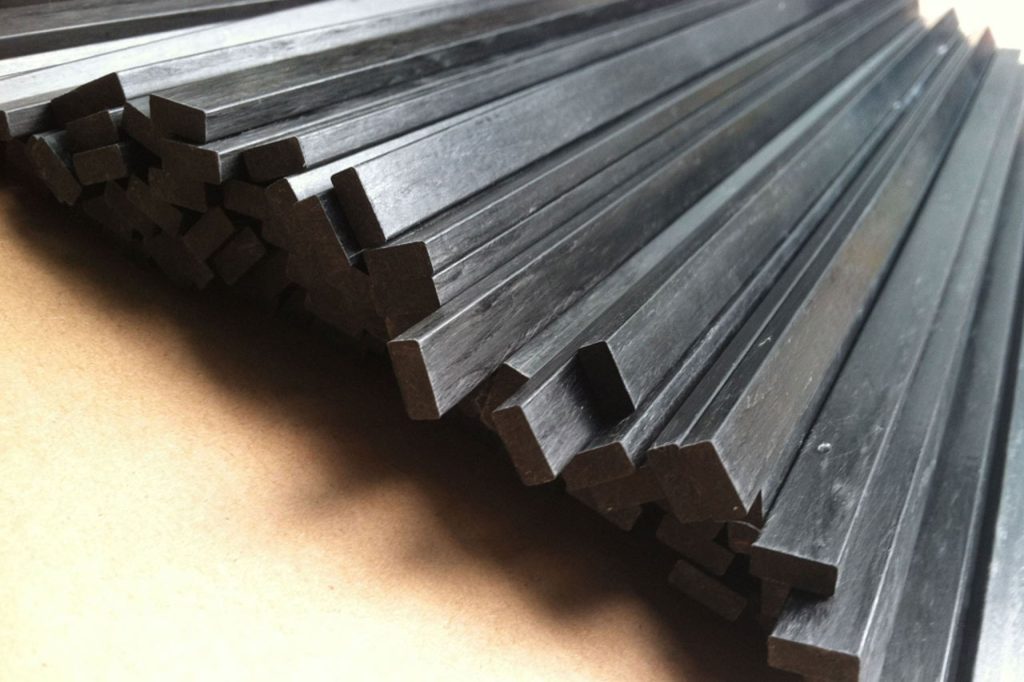
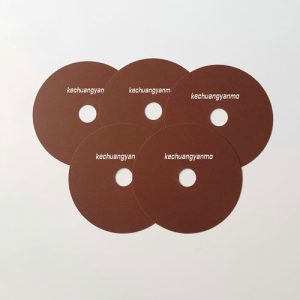
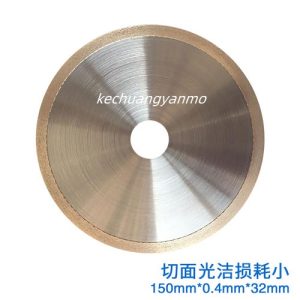
主营产品 科创研磨专注于超薄精密切割工具的生产,广泛应用于高精度材料的切割。我们的产品主要用于石英玻璃管及棒材、光学玻璃、陶瓷及先进材料、宝石及玉石、PCB加工、实验室玻璃器材以及磁性材料的切割。我们提供超薄树脂切割片、金刚石切割片和金刚石砂轮等,致力于为各行业提供高精度、高效率的切割解决方案。 树脂切割片 不锈钢切割片 阅读更多 树脂切割片 金相切割片 阅读更多 树脂切割片 铜线端子切割片 阅读更多 树脂切割片 铁芯切割片 阅读更多 金刚石切割片 青铜烧结金刚石切割片(圆锯用花岗岩切割锯片) 阅读更多 金刚石切割片 金属结合剂式金刚石切割片 阅读更多 金刚石切割片 超薄树脂金刚石切割片(玻璃陶瓷专用) 阅读更多 金刚石切割片 树脂结合剂式金刚石切割片 阅读更多 关于我们 源头厂家,质量可控,性价比高,交货迅速 东莞市科创研磨材料有限公司是一家研发制造、生产经营高品质树脂超薄磨具的高新技术企业,我司生产的树脂超薄切割片主要用于精密金属的切割和研磨。目前:“高档次、高要求、高品质”已成为我们的不懈追求和奋斗目标,品质创新已成为我们的发展基石。 我司现采用的是国内外优质磨料制作工艺,我们十分关注磨具市场的需求,通过完善的技术开发,本着一切从客户的角度,不断更新产品结构,并用我们的真诚服务来满足您的要求,希望能成为您忠实可靠的合作伙伴。 我司开发的树脂超薄砂轮切割片经测试可适用于以下行业:非晶变压器铁芯、汽车软轴软管、不锈钢制品、金相试样……常用外径从50mm-350mm;厚度0.15mm-3.0mm;内径(内孔)2mm-152mm非标产品可根据要求订做。我们期待着与国内外客户开展密切合作,并为之提供更优质产品和更优良的服务。 尺寸定制 科创可根据客户要求定制切割片的外径、厚度、内孔 粒度定制 可根据客户对切割端面要求的不同,定制不同粒度的切割片 原材料定制 可根据客户切割不同硬度的材料,定制不同磨料的切割片 行业应用 根据各个行业、不同客户的需要,提供定制服务 新闻中心 行业新闻 专业知识 常见问题 国内外知名的超薄切割片品牌有哪些? 国内外知名的超薄切割片品牌有哪些? 在精密加工领域,超薄切割片的选择直接关系到切割精度、材料损耗和生产效率。 查看更多 » 2026年2月23日 超薄切割片湖南厂家有哪些? 在现代制造业中,超薄切割片已成为许多行业不可或缺的切割工具。特别是在金属、陶瓷、光学玻璃等高硬度材料的加工中, 查看更多 » 2026年2月10日 超薄切割片厂家 在现代工业和制造业中,切割加工是不可或缺的一环。无论是电子元件、金属材料、陶瓷制品,还是玻璃和石材,高精度、高 查看更多 » 2026年2月9日 树脂切割片属于什么税收编码 树脂切割片作为一种常见的工业耗材,广泛应用于各种金属、石材、玻璃等硬质材料的切割作业。在中国,针对不同的商品和 查看更多 » 2026年3月24日 树脂切割片和双网切割片的区别 在精密切割领域,树脂切割片和双网切割片是两种常见的切割工具。它们在许多工业应用中都有着重要的作用,但由于其结构 查看更多 » 2026年3月17日 树脂切割片规格介绍 树脂切割片因其高效能、耐磨损的特性,广泛应用于多种行业中的精密切割任务。它们的高锋利性和超薄设计使得切割效果更 查看更多 » 2026年3月12日 树脂切割片可以切铝合金吗? 在工业和制造领域,切割铝合金是常见的加工任务之一,尤其是在汽车、航空、建筑、电子等行业。为了满足这些行业对高效 查看更多 » 2026年3月31日 树脂切割片可以切瓷砖吗? 在切割各种硬质材料时,切割片的选择至关重要。树脂切割片作为一种常见的切割工具,广泛应用于切割不锈钢管、毛细管、 查看更多 » 2026年3月26日 树脂切割片能切什么材料? 树脂切割片作为一种重要的切割工具,因其高效、精准、耐用等特点,广泛应用于多个行业。树脂切割片通常由磨料(如白刚 查看更多 » 2026年3月19日 联系我们东莞市科创研磨材料有限公司专注高品质树脂超薄切割片,可定制非标产品,广泛应用于精密金属切割。欢迎联系我们,获取专业方案与优质服务! 立即留言